Hydroflex and 3D glassing

 This December it'll be ten years since Clark Foam closed its doors and sent the US surfboard industry into a spin. However, rather than spell doomsday for board makers, Clark's closure precipitated a wild bout of creativity, much of which was due to new materials entering the market.
This December it'll be ten years since Clark Foam closed its doors and sent the US surfboard industry into a spin. However, rather than spell doomsday for board makers, Clark's closure precipitated a wild bout of creativity, much of which was due to new materials entering the market.
It wasn't just materials though, new construction methods also emerged out of the post-Clark void. Hydroflex are a relatively new company who use a novel construction method to increase surfboard strength and performance.
Swellnet recently spoke to their CEO Rich Ciesco.
Swellnet: How long has Hydroflex been in business?
Rich: The technology was developed over 10 years a go in Germany by the founder Rouven Brauers so it was really born there. Then the company moved to Southern California in late 2009 where the process was further refined to be closer to the heart of the US surfboard building market.
Your primary product is 3D glassing, correct?
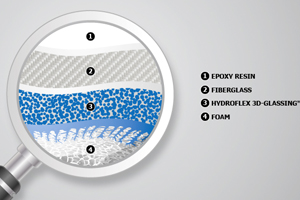
Yes, the 3D glassing structure we create during lamination is what makes a Hydroflex board a Hydroflex and is what sets our boards apart from everything else on the market. Blanks start out just like any standard boards - hand shaped or machine cut - with dimensions that can be customised. We can use any type of foam core with polyurethane and EPS being the most popular in boards we make. We only use epoxy resin, no matter what foam core is used.
Can you explain 3D glassing?
In standard surfboards, materials layer one on top of the other, which creates a weak bond between the different layers of materials. In our 3D process we have a section where the two materials are interwoven which make the bond between those layers over 600% stronger. So those materials over time remain as one rather than becoming loose and leading to your board feeling dead or lacking spring or pop in and out of turns. The stronger the bond between the different materials the stronger the board is.
Any other benefits of 3D glassing?
There are two main benefits. First our boards do not delaminate, even in the hot sun or in a hot car. I leave my boards in my car year round and have never had a problem. Second, the flex pattern remains consistent throughout the life of the board. So the board doesn't feel dead over time. I have boards which I have been riding for three years and still flex and feel just like they did the first day I rode it. Also, like I said, a stronger bond leads to a stronger board. One of the main reason boards break is delamination which we fight against.
So 3D glassing influences the flex pattern?
Our whole goal when the process was developed was to try and create a board that would feel and ride like boards the people are used to riding. The 3D structure we build between the layers is not rigid but able to bend and flex so it doesn't make the board stiff. Feedback from surfers are that the boards feel very lively and responsive with lots of spring in and out of turns.
People also think that because our boards are epoxy that they'll have a different buoyancy, but this [buoyancy] is not from epoxy resin but from the type of foam used to build a board. We offer both PU and EPS foam constructions, our PU boards float and surf similar to standard poly boards.
How is the resin infused into the blank?
That is our secret!
OK, is the board still vacuum bagged?
Yes, we do a modified bagging process on all the boards we build. The way we use the bag is different to acheive the type of infusion we need to create our structure, but also helps us keep the boards light.
But as the resin seeps into the blank, isn't more used in the process? Wouldn't it weigh more?
This is a question we get all the time. People automatically think that we must use more resin, but we actually use less than standard hand lamination. When you look at the standard way of making surfboards, material use is actually very inefficient - way more resin is used than needed. If you look at the perfect ratio to achieve the the strongest and lightest structure, usage of resin to fiberglass it is suppose to be a 1 to 1 ratio. Standard hand lamination is way above this ratio so if you can use the materials in a more efficient way and get closer to that ratio, then you can use less. Our process allows us to work closer to this ratio so we can use less resin and actually save weight, even with building a 3D structure below the outer shell.
Confused? Check this vid for a good demonstartion of how Hydroflex's 3D glassing works
Technology aside, how does the Hydroflex business model operate?
We wanted to make our technology available to any and all shapers who wanted to use it, so to do this we have two ways we operate. One is we are just a standard glassing house; any shaper can drop off their blank and lams at our factory. We will glass it and give it back to them.
The other way we work is on licensing deals with brands who allow us to actively sell their models built with our technology. In this case, shops and customers can order the same shapes and models from their favourite brands directly from us and we will build the board to spec working with the original shaper. We get finished blanks from the shapers themselves and just finish the board off from there. We also have the capability to cut and shape boards if we are sent a file from the shaper.
You have a long list of countries where Hydroflex is available, but Australia is conspicuously absent. Why is that?
Our process is more expensive to build compared to hand lamination because labour costs are more and we only use the best materials on the market. Both lead to higher prices. The surfboard market is very sensitive to prices, so already that is a hurdle. I think we have had some success because when you ride one of our boards the value is real and you see it over the life of the board. Right now we produce 100% of our boards at our factory in Oceanside, California, so if we want to enter a market we must build in California and ship. With costs to build higher, then shipping costs added, the margins don't work.
If you are in the surfboard business, you know margins and pricing is tough because there is no barrier to enter the market. Anyone can buy foam, resin and fiberglass to make a board for themselves or a friend. This keeps prices low and margins all around tough for anyone who makes a living building boards. If higher costs or materials, shipping and import taxes have to be taxed onto a board made in a place like the USA, the price is well above the the local market. So it just hasn't worked out with this type of situation.
Our long term goal is to license the brand and technology and to have local partners around the world service their areas. We have been focused on building the brand here in the USA and entering this market we haven't had the time or resources to get something else going overseas. Also, I think the brand needs to get a bit more well known world wide so any partner we bring on has a good base to launch off.
Comments
Few guys experimenting with resin infusion/vac bagging construction methods.
Saw these at the Local Motion factory the other day. Felt light and bulletproof.
http://grsurfboards.com/new-board-technology/coreflex/
I rode one of them recently. Interesting stuff that Soric glass and how Gunther is using it.
It'd be interesting to know the (secret) method used. Perhaps it's simply an additive to reduce the viscosity of the resin for the first coat? Doesn't seem overly complex, but it is theoretically an improved lamination technique. Worth the additional cost? There could be alternative approaches to a similar result too.
I'm curious too, if it's closed cell foam how does the resin get in? Do they use holes to impregnate the blank?? Whatever their secret squirrel is it's a good idea, though I don't know how successful it will be as making boards for 'longevity' has never worked in surfing. The boards might last but surfers still want to tick their quiver over every 3-6 months.
Thats a weird way to look at it…I've been riding more durable boards for a few years now, i still get a new board every six or so but i just find if i want to resell them i can get more for them and sell them quicker than i can a beat up PU/Poly board or i just keep them and my quiver grows, also when i do get a real good board its a huge bonus as i get heaps more mileage out of them.
If theres a secret glassing method, im surprised its been able to be kept secret How is that possible ?
Like to see a board after an hour or two in a car in a aussie summer...temps climb to above 60c very quickly.
How'd it feel underfoot Stu?
There's a second handy/prototype there in my dims for a reasonable price.
It was too small to make a considered judgement. Was meant for someone about 20kgs lighter but was all I could get my hands on at the time. From what I could tell it had none of the corkiness sometimes associated with non-PU and nor did it have that unforgiving stiffness of Surftech et al. And like you said, it was bulletproof.
I have been riding and using Hydroflex for a couple of years now...and they have improved ...a lot......signed a confidentiality agreement to check out the technology, so can't tell you what their little secret is.....but its amazing.
the bds are supastrong and lite..I can glass one of my bds with 2 x 6oz top and bottom and still have a good weight for Bells...probably 2 x 4 T&B for the east coast...and they guarantee no delams and it does get really hot in Cal in cars....
they feel great underfoot......I have a bd that is 2 years old not a ding ..rock solid.....in EPS..also have some bds in PU Epoxy ....sooo alive....
Certainly different way of bonding,so does it 'melt' its way in a bit before hardening?
Good video but it'd be better if you just told us how it worked.
I had one last year and it only lasted for a month before snapping. In 30 years of surfing I have snapped a few, and I appreciate shit does happen, however the hydroflex I was riding snapped way to easy. Ive talked to a few guys and one said the boards made in Asia are not as well made ?......I did enjoy the flex , which I guess is also due to the carbon rails
I think you mean the Future flex technology used on HS boards. I just bought a hypto krypto built in Australia so hoping it doesn't snap like your's did, as they cost a fortune...
carbon rails on a Hydroflex?
....yeh youre right....future flex...my mistake
I snapped a futre flex as well, but it was a few years old.
Prothero u frother . FFS let em have theyre secret tech . Its just been a matter of time until boards use stronger manufacturing techniques . There's zillions of ways to make em stronger and better
Mitchell Rae's boards are up there in regards to strength and durability. Nothing fancy just a bit of care and attention to the process. He slows down the glassing and cure rate of his boards and they hold up pretty well compared to other manufacturers boards over time. It's the hot mix, get 'em out quick mentality that results in piss weak glass jobs
True
I heard that leaving a week between applying coats helps with strength ? any truth in that?
Not too sure about that but Mitchell says he stretches out the glass when glassing and that gives it more strength compared to just laying it out and wetting it like everyone else. He also uses a slower cure rate for the resin as this gives it extra strength as well and he reckons the resins he uses are a better quality to the standard. This is just what he has said about his process so you can only take it face value, but I do know his boards are definitely more durable than any others I've had with less compression on the deck and a bit less susceptible to dings even after years of use they are still in top condition.
I reckon youre spot on with the idea of slowing down the process, that would have to maximise the strength and adhesion ..
I dont think the vac bag process changes too much, you have a peel ply that lays on the glass and is perferated to bleed off the required resin to glass ratio under vacum. Its been a while since i was in an industry that uses it but same sort of tech. Maybe the way they acually bag the surfboard without twisting or distorting the shape must be different.
mmm, is the lightness coming from the foam core, or the glassing?
Strength. mmm, I'm no expert, but, have always understood the hotmix coat to fill in the weave does nothing for the strength. It's the resin to cloth ratio that is the key to strength of a board, and with that, the heavier the cloth, the more resin and thus strength ... it's the scientific process of "how" the resin bonds with the cloth material and the foam ...
Wonder if the hydroflex / 3D glassing guys are maybe applying a "cheater coat" of some sort to the foam, then applying the cloth and resin before vac bagging it? They're using exclusively Epoxy, so that would open a few products that could be used ... plus, maybe, just maybe the cloth material and weave is a particular type to enhance the bonding between the layers?
You watch the video Wingy? Where the fella burns out the foam with acetone? If not, worth a squiz to understand how it works by having the resin penetrating further into the blank.
Just watched it ... Thanks Stu.
Ah, so, yep, I'm guessing a cheater coat is used, with thinned resin so it seeps into the foam and bonds deeper, then provides a layer for the cloth / resin part to bond to and with a temperature control under vacuum it all pulls together ...
Just thinking about it, the old "paint the blank white" was also, ASAIK, to stop resin penetrating and making boards heavier (and to give the crisp white appearance, stop yellowing, etc), so this whole make it penetrate more, seems counter to that, but, as they say, it's then about using less in the vac bag process ... using temp control would help too, especially with epoxy.
Surfboards are getting too hi tech ... I just wanna go surfing!
Apparently true : laminating then leaving for ages 2yrs if u want . Stronger . Ive heard resin to cloth ratio is key . And yes Mitchell has to use a different flexy resin for flex tails . Is it called vinylester resin ?
Cure time in constant and correct temp for Epoxy is what I understand to be the key, and yep, the longer the better, but for Poly, there is a law of diminishing return ... might leave it for 2 years, but find it's only marginally stronger than it was at say the 3 month mark.
Again, I'm no expert. I'm sure brutus or others can enlighten us ;)
The advertising will now turn into something like a that of a fine whiskey... "aged over time in a temperature controlled environment, using the purest UV waves hand selected to be no more than 200 nanometers for discerning surfers..."
Hahaaaa ... ^^^ that's alarming! But, who knows what some marketing genius will come up with?
oops double clicked on the comment button and got a double post...
.....would 'painting' the blank have a negative impact on the resins adhesion ?
by 'painting' you mean, painting blank white or some other colour?
AFAIK, it's industry standard practice to do so to ensure:
a) less resin absorbs into the foam, and
b) more adhesion between the foam cells and the resin.
This is for standard PU/PE boards.
I'm no expert - just a backyard hack ;)
Experts come from back yard hacks Wingey;)
Everyone of them.
Was once told the definition of an 'expert' ...
"Ex" being a has been, once was ...
"spert" being a drip under pressure ...
:)
Vinylester resin ? Ok wingy . Just shit I've heard . I was agreeing with your resin to cloth ratio for polyester resin. For example I custom ordered some fins in bali yrs ago & when I picked em up when job was done they had used about 4 layers of cloth & the rest was resin ,kuck useless . Resins cheaper than cloth so thats how they made em . Cracked immediately
Yep, Yep .. resin to cloth ratio ... just like making concrete - too much sand / gavel and not enough cement vs too much cement and not enough sand / gravel. Crumble city.
Not to mention one of my early jobs as a factory grom was fin panels . The fins need to flex just like greenough said
Coincidentally saw one of these boards yesterday . Gunter rohn made in china .
sorry guys been a bit busy,sick and surfing here in France so been out of the loop awhile....
some really interesting comments and questions...
Wingy still getting to ya emails...Japan nearly got me hha!
Polyester resin needs to be cured as does epoxy...I have an oven in my factory...and cure all bds for 24 hrs @ 50 degrees...which stabilzes the UV ( wont go brown so quick).....Epoxy keeps slowly getting harder over the lifetime of the bd...Polyester eventually starts breaking down and if left in the sun for a few years just crumbles.
when glassing bds by hand , they are stronger with less catalyst and also are heavier but you get a much stronger bond between the foam /resin/fiberglass...
painting bds before glassing really weakens the bond between the glass job and blank...that's why we now only do tints and pigments.
A vacuum bag / infusion technique bonds the glass to the blank with very high PSI......and leaves no air ...which hand laminating does.....a much weaker bd.
Also by using infusion/VB (not beer) you get a much lighter bd which allows you to use double layer bottoms and wider laps so you end up with same weight bd ....and much stronger bd.
with the advent of new epoxy resins , new algae white and lite blanks ...fiberglass made from plants...use a hydroflex infusion system.......the future has never looked so good for the s/bd industry.......really strong bds that last , have good resale value , Eco friendly and you can use your local shaper ...
hopefully in the future we'll see younger surfers seeing a future in the s/bd industry....that can still be made locally ...custom bds from your shaper....fark I'm optimistic today!!!!
Awesome stuff MC.
See, there ya go folks, proof ... I'm a backyard hack!
Good news mc . Epoxy is the go but its been a long time coming hey . Its always been twice as strong but hasnt been accepted
its a lot less toxic more expensive.......looks like it will become a mainstay of the future industry....I will going back to 100% non toxic factory next year..probably with a small local Hydroflex factory!
Great technology. Looks like the industry has a bright future with all these new techniques and materials. I used to glass all my own boards with epoxy because I was able to heat cure them. If epoxy is not heat cured you are wasting all the extra money. I couldn't keep in the industry with epoxy as I got allergic to it suddenly within two days. My doctor at the time said that was normal to get allergic suddenly and many people can't work with epoxy at all. Maybe there are some newer resins without the dramatic reactions.